Precision Die Casting Partner for Global OEM & Tier-1 Suppliers
Predictable quality • Leak-critical expertise • Export-ready processes • Long-term sourcing stability
Serving OEM and Tier-1 customers across Europe, USA and Middle East






Built to Reduce Sourcing Risk
We work with OEM and Tier-1 sourcing teams requiring predictable quality, structured communication, and long-term manufacturing stability.
All communication in fluent English. Named contact. RFQ response within 24 hours.
Zero unauthorised changes. Formal ECR, customer approval, and updated PPAP before any change.
ISPM-15 compliant. VCI anti-corrosion. Custom marking and labelling. Sea, air, road.
NDA signed before drawings are shared. Controlled document system. Your IP is protected.
✦ Focused on functionally critical and leak-critical die cast components
Full In-House
Capability
Every process under one roof — from die to finished, tested, coated component. Quality is never handed off.
100T to 1550T. Aluminium and zinc. Thin walls from 1.5mm. High-volume with consistent dimensional repeatability.
Dense, void-free castings for structural and pressure-tight applications. Superior mechanical properties.
10 CNC + 7 VMC + 8 SPM centres. ±0.01mm achievable. Zeiss CMM verification. Delivered clean and deburred.
NX Siemens design. EDM and VMC in-house. H13 tool steel. Customer-owned tooling. 6–8 week lead time.
Any RAL. Polyester, epoxy, or hybrid. 500+ hr salt spray. Iron phosphate pretreatment standard.
Type II sulphuric acid anodizing. Clear, black, gold, or custom colour. Hard anodize available.
Pressure tested to 20+ bar. Loctite resin impregnation for zero-porosity. Certificate per batch.
In-house X-ray for porosity detection. LED outdoor and industrial heat sinks to IP65.
A Structured Path from RFQ
to Stable Supply
Every new programme follows the same controlled sequence — so you always know where you are, what happens next, and who is responsible.
Structured engineering and production approach from RFQ to dispatch ensures consistency across batches.
Technical review within 24 hrs. Feasibility confirmed before quoting. NDA on request.
Written DFM report. NX Siemens 3D modelling. Alloy and gating recommendations.
In-house H13 die manufacture. EDM + VMC. First-off Zeiss CMM sign-off.
PPAP submission. Dimensional, pressure, and X-ray inspection. Customer approval before production.
SPC monitoring. 5S + Kaizen. Batch traceability. Zero unauthorised process changes.
Final CMM + pressure test. CoC and certs. ISPM-15 packing. Advance shipping notification.
How We Ensure
Predictable Quality
Quality is engineered into the process, not inspected at the end. Every stage has defined controls, named equipment, and documented response procedures.
"Quality is engineered into the process, not inspected at the end."
PSW, dimensional results, material certs, Cpk, PFMEA, control plan, MSA. Full automotive-grade documentation.
Internal porosity detection without outsourcing. Available for critical castings. Results documented per batch.
Zeiss coordinate measuring machine. Full dimensional reports with PPAP and on request for production batches.
Heat/batch references, OES spectrometric alloy certs, operator records — traceable from melt to delivery note.
Vacuum pumps, clutch boosters, diesel pump bodies — pressure-tested to specification. Test certificates per batch.
Cost stability through process discipline and tooling control. Predictable cost across production cycles.
Our response is structured, documented, and shared with you — every time, without exception. Click any step.
Inspection Systems
You Can Verify
Structured inspection, material analysis, and validation processes aligned with export customer expectations — documented, not just claimed.
Coordinate measuring machine inspection for critical dimensional validation. Full CMM reports with every PPAP submission and on request for production batches. Named equipment — not generic "CMM available."

In-house X-ray for internal porosity and structural defect detection. Available for all leak-critical and functionally critical castings without outsourcing. Results documented per batch.
Pressure testing to 20+ bar for valve bodies, vacuum pump housings, clutch boosters, and diesel pump components. Test medium, duration, and pass/fail criteria documented. Test certificates per batch.

OES spectrometric verification of every aluminium heat before use. Material composition confirmed against specification. Alloy certificates issued per batch. No substitution without customer notification.
From RFQ
to Export Dispatch
A typical new programme from drawing to first production shipment. Timelines confirmed at RFQ stage, in writing.
| Stage | Activity | Typical Timeline |
|---|---|---|
| 01 RFQ & Review | Drawing evaluation, material review, feasibility check, DFM observations | 2–5 days |
| 02 DFM & Tool Design | NX Siemens 3D modelling, gating design, written DFM report issued | 1–2 weeks |
| 03 Tooling Development | H13 die manufacture — EDM, VMC machining, first-off Zeiss CMM sign-off | 3–6 weeks |
| 04 Pilot Batch | First production run, dimensional / pressure / X-ray inspection, samples dispatched | 1–2 weeks |
| 05 PPAP & Approval | Full PPAP Level 3 documentation, customer sign-off, approval to produce | 1–2 weeks |
| 06 Production & Dispatch | Controlled batch production, SPC monitoring, CoC + export packing, ASN on dispatch | Ongoing |
Timelines confirmed at RFQ stage · No surprises · Written schedule provided
Design for Manufacturing
Reference Guides
Four professional guides built by Mira Engineers' tool room team. Download directly — no registration required.
These guides are based on actual production, tooling, and quality considerations applied across our projects — not generic industry standards.
Complete design-for-manufacturing reference: wall thickness, draft angles, alloy selection, tolerances, defect prevention, surface finishing, tooling, and a 12-point pre-RFQ checklist. 9 sections + tables.
ADC12, LM6, A380, LM25 compared across 9 properties. Application selection table and OES verification confirmation per batch.
As-cast tolerance tables by dimension range, CNC machining tolerances (±0.01mm Zeiss CMM), wall thickness minimums, and surface finish reference by finishing route.
10-defect matrix with root cause, design-stage prevention, process prevention, and detection method. Includes Mira's 5-step deviation response — Containment to 8D close-out.
Design considerations for pressure-tight castings: wall uniformity, gating for density, impregnation options, test standards, and PPAP requirements for valve bodies and pump housings.
Send your drawing and we provide a written DFM review within 5 working days at no charge. Manufacturability issues, alloy and process recommendations, cost-saving changes. NDA available.
Quality Proven
by Independent Audit
Every certification is independently validated. Our awards are earned through customer audit — not applied for.
The highest automotive sector quality standard. Issued by RINA / CISQ Automotive. Scope: Manufacture of Pressure Die Casting Products and Machined Components.
Cert No. TS/45620/24 · IATF No. 0549954
Certified QMS covering die design, casting, machining, and surface treatment. Annual third-party audit. Internationally recognised across all export markets.
Third-Party Certified · Annually Audited
Govt. of India MSME Sustainable (ZED) Certification Scheme — Gold level. . Zero-defect manufacturing and sustainability practices.
Cert No. 05032025_365065 ·
SQ Mark certification No. HMI/SQ/285-14. Awarded through independent OEM audit as Tier-1 vendor to Lucas TVS / Hyundai Motor India. Not self-declared.
OEM-Validated · Customer-Audited
Timely introduction of new products and vertical ramp-up. Annual Supplier Meet, Mamallapuram, .
Achievement Award for commandable performance — best improvement of the year from the Japanese OEM joint venture.
Quality, Delivery, and New Part Development targets achieved. Most recent supplier award on record.
"The most heartening feature at Mira Engineers is the quality of the PDC tools — the first supplier where I have seen such good tools."
Castings Across
Industries
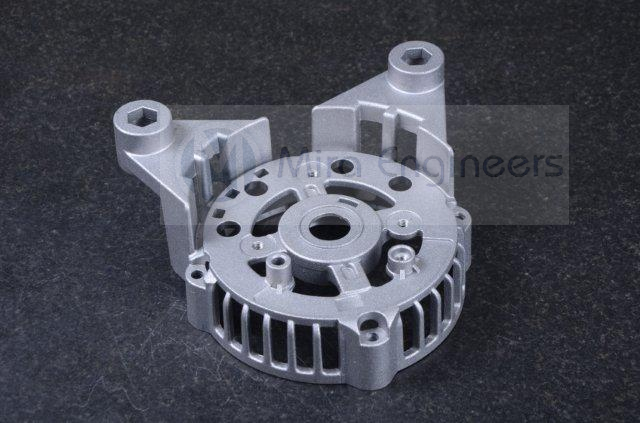
Precision aluminium die castings for automotive, lighting, electrical, instrumentation, and industrial applications — all to Tier-1 specification with full PPAP documentation.
Two Plants,
Full Capability
Plant 1: Est. 1987 · Plant 2: Est. 1996 · 200 employees · 180T monthly capacity · S-42, Sipcot Industrial Park, Pillaipakkam, Kancheepuram-602105, Chennai.
Greener Casting
Global OEM compliance increasingly requires documented sustainability practices. Mira Engineers has built these into standard operations — not a future initiative, but current practice.
We use secondary (recycled) aluminium as standard. Secondary aluminium uses approximately 95% less energy than primary smelting. OES verification confirms every heat meets alloy specification.
Holding and melting furnaces maintained to minimise energy per kg cast. Temperature control prevents over-heating, reducing energy waste, metal loss, and oxide inclusion — improving quality and reducing environmental impact.
Gates, runners, overflows, and rejected castings are segregated by alloy and returned to the melt stream. Closed-loop material recovery minimises landfill waste, documented per batch for customer sustainability reporting.
Material origin declarations, recycled content statements, and sustainability data provided to support customer ESG reporting and OEM compliance requirements. Aligned with automotive supply chain audit frameworks.
Active Supply to
International Markets
Mira Engineers supplies OEM and Tier-1 customers across three continents. Our export packaging, documentation, and communication standards are built around international supply chain requirements.
We are best suited for customers prioritising long-term supply stability, process discipline, and engineering collaboration.
Start a Technical Discussion
We engage with OEM and Tier-1 teams looking for stable, long-term manufacturing partnerships.
- ✓ Response within 24 hours
- ✓ Drawings handled confidentially
- ✓ NDA support available
Start a
Technical Discussion
Not ready to quote? That's fine. Tell us about your application and we'll provide a technical view at no charge and no obligation.
Kancheepuram-602105, Chennai, India
Message Sent
We will respond within 24 business hours (IST). Your drawing will be handled in strict confidence.
Contact directly: kumarsubbiah@miraengineers.ltd